
生田信一(ファー・インク)
シャープな細線まで再現!
亜鉛版の製版現場をレポート
今回のコラムは、活版印刷のキモとも言える印刷版に焦点を当ててレポートします。細かな線まできれいに再現された亜鉛版は実に精巧で、まるで工芸品のようです。どのような工程で作られているのか、興味を持たれている方も多いと思います。
そこで今回は、埼玉県朝霞市にある株式会社フナミズ刃型製版を訪問し、代表取締役社長 木原一裕さんにお話を伺い、製版工程を見学させてもらいました。
シール印刷・活版印刷を支える製版会社
同社は、シール印刷の刃型や、製版(樹脂版・亜鉛版・銅版)、版下(デザイン)等を作成する会社です(写真1)。主な取引会社はシール印刷や活版印刷、箔押しを手がける会社などが中心です。最近は亜鉛版を手がける会社が少なくなったと聞きますが、昨今の活版印刷のブームを受けて、活版印刷用の亜鉛版や樹脂版のオーダーは増えているそうです。工場内はハイテク機器が並び、社員も若い方が多く明るい雰囲気。こうした若い人たちが活版印刷を支えているという現場を垣間見て、うれしい限りです。

(写真 1)会社の外観。1Fでは刃型、2Fでは版下・製版を作成している。
今回の取材では亜鉛版の製作現場に立ち会わせてもらいましたが、驚きと発見の連続でした。樹脂版の場合は、データから直接刷版を作成できるプレートセッタが導入され(写真2)、作業の大部分が合理化されていますが、亜鉛版の場合は、多くが手作業で、時間と手間がかかり、熟練した技術が必要であることが実感できました。「ものづくりの技術」が集約されているといったイメージでしょうか。樹脂版と亜鉛版の違いは(写真3、4)を参照してください。

(写真 2)樹脂版を作成するCTP機。

(写真 3)樹脂版。

(写真 4)亜鉛版。
(写真 1)会社の外観。1Fでは刃型、2Fでは版下・製版を作成している。
(写真 2)樹脂版を作成するCTP機。
(写真 3)樹脂版。
(写真 4)亜鉛版。
亜鉛版制作のプロセス(データ入稿〜ネガフィルムの作成〜焼き付け)
まず、原版のプレートですが、フナミズ刃型製版では独自技術で版の改良を行ない、「FR亜鉛版」という名称で販売しているそうです。FR亜鉛版は、現在流通しているアメリカ産の亜鉛版の感光膜を剥がし、同社で入手した感光膜を貼り直した版から作成した亜鉛版です。輸入品のアメリカ産の亜鉛版と比較しても、凸文字がシャープに再現され、白抜きも潰れずにはっきりと印刷されるようになるとのこと。
FR亜鉛版の詳細はコチラ
亜鉛のプレートに感光膜を貼り付ける作業は、(写真5)のラミネーターを利用している。FR亜鉛版は(写真6)を参照。
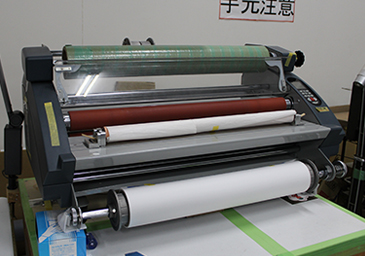
(写真 5)亜鉛版に感光膜を貼り付けるラミネーター。
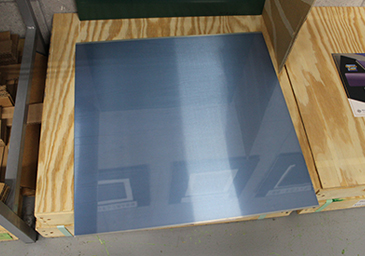
(写真 6)「FR亜鉛版」。サイズは500×500mm。
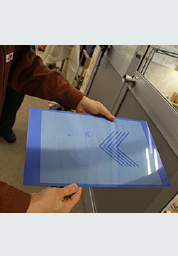
今回は、当サイトの活版印刷研究所が依頼したデータを使って、印刷版を作る工程を紹介します。(写真7)は、Adobe Illustraorで入稿データを開いたところ。3色刷りのイメージで、3色は、シアン、マゼンタ、ブラックで色分けされています。まず、各色のデータをイメージセッタに送り、ネガフィルムを出力します。(写真8)は、出力されたネガと亜鉛版のプレート。
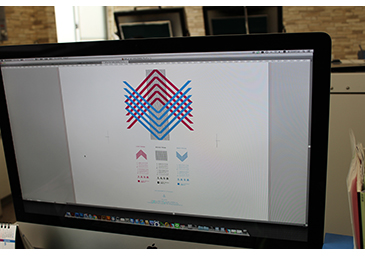
(写真 7)入稿された3色刷のデータをAdobe Illustratorで開いたところ。3色の各版をネガフィルムで出力する。
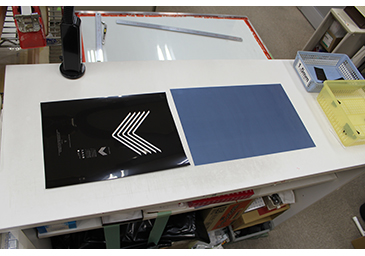
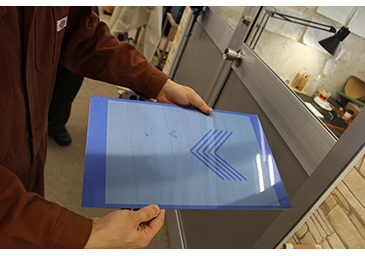
(写真 8)ネガフィルムとFR亜鉛版。
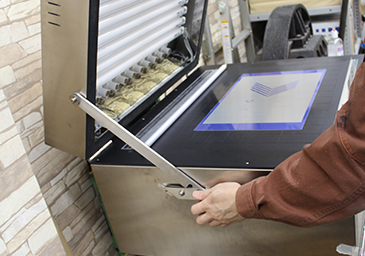
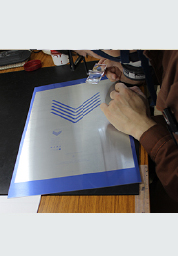
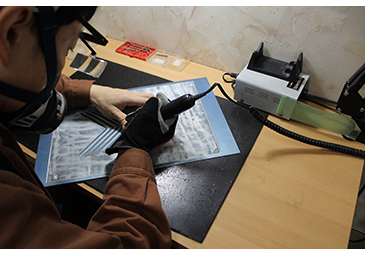
ネガフィルムと亜鉛版を密着させて、紫外線の光源で露光します。まずフィルム面のホコリやゴミなどを拭き取り(写真9)、感光膜とネガフィルムの膜面同士を合わせて、焼き付け機にセットします(写真10)。ポンプで空気を抜いて真空密着させ、180秒露光します(写真11)。

(写真 9)フィルムクリーナーでフィルムの汚れやゴミを除去。
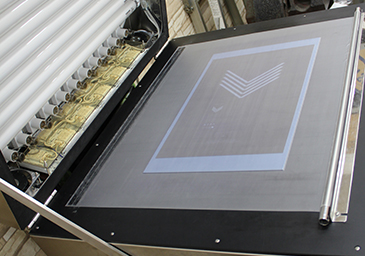
(写真 10)紫外線露光の焼き付け機。シートの下から空気が抜かれ、亜鉛版とネガフィルムとがぴったり密着する。

(写真 11)焼き付け時間は3分(180秒)。紫外線の光源で露光する。
(写真 5)亜鉛版に感光膜を貼り付けるラミネーター。
(写真 6)「FR亜鉛版」。サイズは500×500mm。

(写真 7)入稿された3色刷のデータをAdobe Illustratorで開いたところ。3色の各版をネガフィルムで出力する。

(写真 8)ネガフィルムとFR亜鉛版。

(写真 9)フィルムクリーナーでフィルムの汚れやゴミを除去。

(写真 10)紫外線露光の焼き付け機。シートの下から空気が抜かれ、亜鉛版とネガフィルムとがぴったり密着する。
(写真 11)焼き付け時間は3分(180秒)。紫外線の光源で露光する。
レジスト層(感光層)の現像
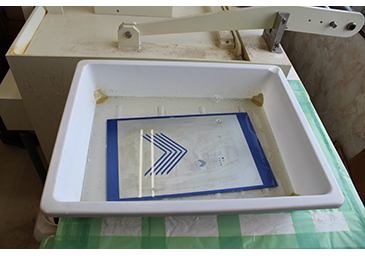
現像は2段階で行われます。まず、焼き付けでイメージ部分は硬くなっているので、未露光部分の感光膜を現像して除去します。(写真12)は焼き付けた後の版の様子。イメージが浮かび上がっているのがわかります。これをバットに浸した溶液(苛性ソーダ・水酸化ナトリウム)で現像し(写真13)、水洗して乾燥させます(写真14)。
(写真 12)露光後の状態。イメージが確認できる。
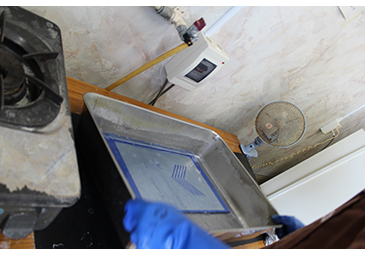
(写真 13)バット内の苛性ソーダに浸して、未露光部分を除去する。

(写真 14)現像後、水洗して乾燥させる。
この後、先ほどの焼き付け機で3分程度、追い焼き(空焼き)します(写真15)。これは、イメージ部分の感光膜を完全に硬化させるのが目的です。追い焼き後、ルーペで細部を確認し、万一ピンホールがあった場合は塗りつぶして修正しておきます(写真16)。
(写真 15)追い焼き(空焼き)の工程。現像後の版をセットし、紫外線を照射させ、イメージ部分の感光膜を完全に硬化させる。
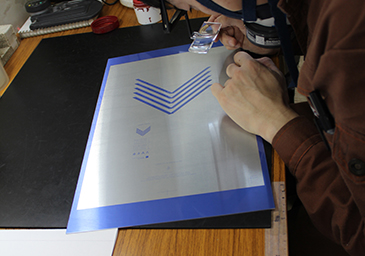
(写真 16)イメージ部分の確認。この段階でレタッチすることもあるそうだ。
(写真 12)露光後の状態。イメージが確認できる。

(写真 13)バット内の苛性ソーダに浸して、未露光部分を除去する。
(写真 14)現像後、水洗して乾燥させる。

(写真 15)追い焼き(空焼き)の工程。現像後の版をセットし、紫外線を照射させ、イメージ部分の感光膜を完全に硬化させる。
(写真 16)イメージ部分の確認。この段階でレタッチすることもあるそうだ。
エッチングの工程
さて、いよいよ金属部分を腐食させるエッチングの工程です。イメージ以外の部分を腐食させると、凸状の版になるわけです。
腐食液は硝酸を使用。エッチング専用の部屋があり、室内の換気には十分気を使っています。まず、薄めた硝酸を掛け亜鉛の地肌を出します。こうすることで、亜鉛の表面を軽く腐食し、その後の腐食が入りやすくなります。
その後水で溶かしたアラビアゴムに浸します(肌出し後の表面が腐食機で腐食されるまでの一定時間、空気に触れないように地肌を保護する目的)。それから腐食機にセットし、タイマーをセットします(写真17、18、19、20)。腐食の時間によって、腐食の度合いが変わってくるそうです。
(写真 17)機械で腐食する前に、薄めの硝酸で肌出しをし、水で溶かしたアラビアゴムに浸す。

(写真 18)バットから版を取り出して洗浄、腐食機にセットする
(写真 19)腐食機が稼働しているところ。内部では腐食液が撹拌されている。
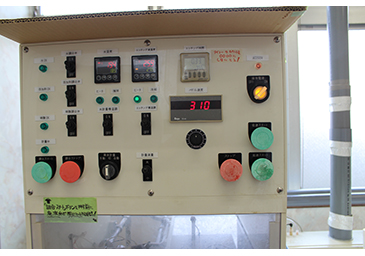
(写真 20)計器盤では、水温度、エッチング液温度、タイマー、パドル速度などが設定できる。
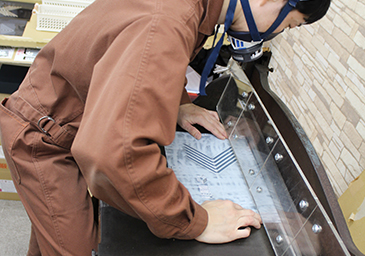
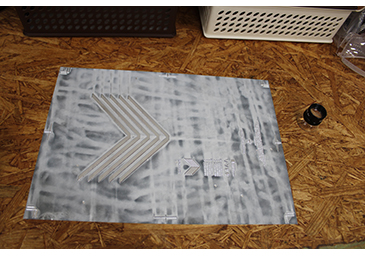
エッチングが終わると、イメージ以外の部分が腐食され、凹状になっています(写真21)。イメージ部分は土手のように盛り上がっています。どれくらい腐食されたかは、計測によってを記録を取るようにしているとのこと。(写真22、23)のように版の厚みや重量を計測し、データを残しておきます。腐食の度合いはエッチングの時間により変わるため、このデータは、次回のタイマー設定の際に役立つそうです。
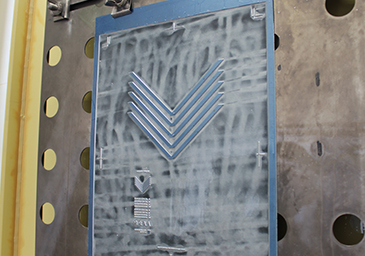
(写真 21)エッチングが終わったところ。

(写真 22)版の厚みを測定し、どれくらい腐食されたかを記録する。
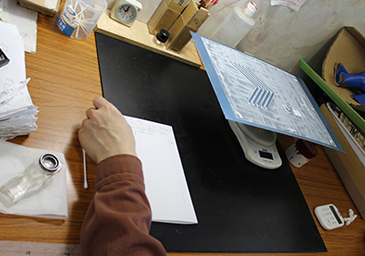
(写真 23)計りに乗せて、重量を計測しているところ。
(写真 17)機械で腐食する前に、薄めの硝酸で肌出しをし、水で溶かしたアラビアゴムに浸す。

(写真 18)バットから版を取り出して洗浄、腐食機にセットする

(写真 19)腐食機が稼働しているところ。内部では腐食液が撹拌されている。

(写真 20)計器盤では、水温度、エッチング液温度、タイマー、パドル速度などが設定できる。

(写真 21)エッチングが終わったところ。

(写真 22)版の厚みを測定し、どれくらい腐食されたかを記録する。
(写真 23)計りに乗せて、重量を計測しているところ。
仕上げの工程
版の仕上げの工程を見ていきましょう。腐食が十分ではなく、出っ張った箇所がある場合はドリルで削って滑らかにしておきます(写真24)。さらに。版のサイズに合わせて四方を断裁します(写真25)。
(写真 24)腐食しきれない箇所があればドリルで削る。
(写真 25)足踏みの断裁機で四辺をカットする。
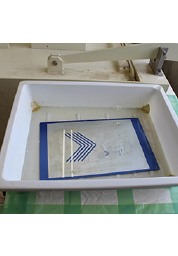
最後に、イメージ部分の上に残ったレジスト層(感光層)を除去します(写真26)。この工程は必須ではありませんが、印刷インキの乗りがより安定する効果があるそうです。仕上がりを確認して版の完成です(写真27、28、29)

(写真 26)バット現像でレジスト層(感光層)を除去。
(写真 27)細部をルーペで確認。線画部分に欠けがあると工程がやり直しになる。
(写真 28)完成した亜鉛版。
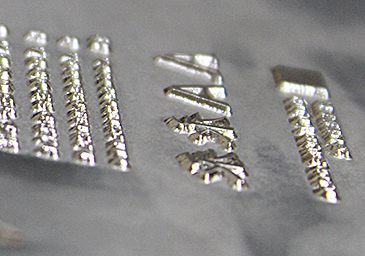
(写真 29)一部を拡大。イメージの凸部分が土手状に盛り上がっているのがわかる。
データ段階で再現できない細線があると、エッチングの工程で線が欠けてしまうことがあるそうです。こうした場合は、元データの線幅をやや太くしたりするなどの修正を行い、製版工程を一からやり直さなければなりません。
再現できる線幅はトンボの線幅(0.3pt、0.1mm)が目安になるとのこと。文字の場合は、明朝体を指定する場合は気をつけた方がいいでしょう。明朝体は横棒が細いので、サイズを小さくした場合は細線が再現できない場合があるので、注意が必要です。
亜鉛版の魅力は、印刷時に圧をかけてイメージ部分を凹ませることができることでしょう。次回のコラムでは、活版印刷での印圧調整のテクニックに迫っていければと思っています。乞うご期待!
ではでは。

(写真 24)腐食しきれない箇所があればドリルで削る。

(写真 25)足踏みの断裁機で四辺をカットする。

(写真 26)バット現像でレジスト層(感光層)を除去。

(写真 27)細部をルーペで確認。線画部分に欠けがあると工程がやり直しになる。

(写真 28)完成した亜鉛版。

(写真 29)一部を拡大。イメージの凸部分が土手状に盛り上がっているのがわかる。